



养护百科

电 话: 0731-85634119
移动电话:15074957830
联 系 人:于杰
公司地址:长沙市雨花区环保中路188号国际企业中心7栋B座501
蒸压加气混凝土养护制度的探讨
蒸压加气混凝土养护制度的探讨
摘要: 重点探讨以粉煤灰和砂为原料生产蒸压多孔加气混凝土的养护制度。指出合适的养护制度必须具备以下几个主要条件:(1)提供良好的热交换载体(一般需要1.0~1.3MPa饱和蒸气)和安全可靠的蒸压釜;(2)创造良好的热交换环境;(3)适当的加热升温速度;(4)有足够的恒温恒压时间;(5)合理的降温;(6)制品坯体应当具备必要的的强度和尽可能内外一致的较高温度。
0前言
蒸压养护是硅酸盐制品获得强度的必要条件和重要工序,在硅酸盐制品成型后为了加速胶凝材料的水热合成反应, 用蒸压釜来实现定向高温高压,使其在短时间凝结硬化达到 预期的力学强度,形成有价值的产品。如可以制作密度为300~2400kg/m3,强度为1.5~80.0MPa的建材。蒸压材料在国外十分普遍,具有结构和保温双重作用的多孔蒸压混凝土的使用更是广泛。而在国内主要用于围护墙、填充墙、分户墙、分室墙、隔墙和低层房屋的承重墙体材料,使用范围比较小。
加气混凝土有着良好的热工性能,生产技术和产品标准、技术规范配套大部分都很成熟,使蒸压加气混凝土工业得到空前的发展,据不完全统计全国已建成400余家,年生产能力约2600余万m3。
但是经有关部门对加气混凝土制品质量进行的抽检,其结果是严峻的:产品的等品率呈下降趋势,优等品更成了凤毛麟角;委托送检一次合格率低,送二次检验的也不少。主要表现在原材料没有严格的检测手段,产品质量参差不齐,密度和强度很不稳定,制品尺寸偏差较大。我国加气混凝土质量上不了新的平台,其原因除了企业的生产工艺、设备不完善及与所要求的产品性能不相适应;利用工业废料作为原材料的化学、物理性能不稳定;更主要的是蒸压养护制度缺乏理论的支持,有的企业偷工减料以无水泥、少水泥和一天一釜三周转来组织生产,追求高产量低成本,低投入低应用水平,在这种理念的指导下怎么能生产出高性能的加气混凝土产品来?本文 重点探讨以粉煤灰和砂为原料生产蒸压多孔加气混凝土的养护制度。
1 蒸压养护制度对蒸压加气混凝土材料性能的影响
加气混凝土的主要原材料是粉煤灰、砂或其它工业废弃物(占总量的65%~70%),它的主要化学成分是SiO2和Al2O3,这些惰性材料在常温常压情况下不起化学反应,只有在高温(≥155℃)、高压(≥0.8MPa)下才能被激活形成具有一定强度的建筑材料。
加气混凝土的强度主要取决于制品在蒸压养护后生成水化硅酸盐的种类、数量及结晶形式。对于蒸压加气混凝土而言,希望高温、高压下的水热反应生成更多结晶良好的托贝莫来石。当蒸压养护时间和压力不足时,会含有大量的无定形体和次微晶体的C—S—H凝胶类物质,这种物质不致密,易与CO2气体作用,会破坏结构,使强度下降。
合适的蒸压养护制度又取决于原材料品种、质量、磨细度、配方以及蒸压养护的温度、压力和在此条件下的恒温恒压养护时间。加气混凝土制品抗压强度一般随恒压恒温时间增长而提高,二者成指数函数关系,在短时间恒温处理时强度增加很快,随着恒温时间的延长强度增长减慢。
(1)实验资料表明,当养护温度为175℃时,在获得最高强度所需要时间的50%,强度可达到最高强度值的70%~80%,随后强度增长的速度逐渐减慢。在工艺完善的情况下一般需要恒温8h才能达到最高强度。无限延长蒸压养护中的恒压时间对制品也不利。
(2)根据布特的实验资料表明:当恒温压力由0.8MPa提高到1.0MPa时,强度增加100%;从1.0MPa提高到1.2MPa时,强度增加18%;从1.2MPa提高到1.4MPa时,强度仅增加5.5%。必须指出的是最优的恒温时间应通过试验来确定。
(3)苏联学者为研究在饱和蒸汽压力时合理的蒸压养护制度进行了升温速度分别为70、80、90、140、160和180℃/h, 降温速度分别为36、90℃/h的试验。蒸养周期分别为7、9、11、13和15h,压力为1.0、1.7和2.5MPa,不同蒸压养护制度的试验得出如下结论:在饱和蒸气正常的条件下恒压时间和压力的乘积为70~75kg/(cm2・h)就能获得良好的制品。也就是当蒸汽压力为0.8MPa时,恒压时间为9h;当蒸汽压力为1.3MPa时,恒压时间为6h左右就可以完成。德国、波兰、罗马尼亚、荷兰等国蒸压加气混凝土的蒸养方法和蒸养制度也大体相同。
(4)上海伊通公司生产所用蒸压养护制度见表1。
表1上海伊通生产加气混凝土常用的蒸压养护制度
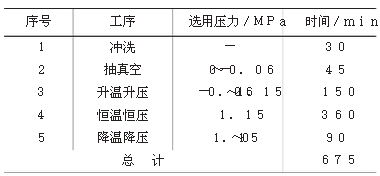
(5)需要说明的是,粉煤灰加气混凝土的材性不同于砂加 气混凝土,用同样的恒压时间就不够。20世纪80年代中国建筑材料科学设计研究院房建材料所曾在苏州、烟台、衡阳等地作了大量的试验得出的结论是,恒压时间与蒸汽压力的乘积 需要75~80kg/(cm2 ・h),在当时全国普遍实行2d3周转(即蒸压周期为16h/次)情况下,提出在条件具备的情况下1d1釜2周转(即蒸压周期为12h/次)是可以实现的,并作为科技成果转让给生产企业。这一成果已经成为我国大部分企业实行的蒸压周期和蒸养制度。现在有些企业提出和正在实行1d1釜3周转是没有科学依据不应提倡。
2重视蒸压养护过程中的3个重要工序
根据笔者几十年的生产实践经验,认为必须重视蒸压养护过程中的3个重要工序。
2.1 提高坯体的环境温度
利用在蒸压釜前进行常压高温热静定来提高坯体的环境温度(坯体温度≥70℃)减少坯体内外的温度差,增加坯体的初期强度和对饱和蒸汽的承受能力,使坯体尽快地处于高温高压的环境中进行水化反应,从而有利于缩短蒸压养护时间。
2.2 抽真空
在热交换过程中饱和蒸汽的热含量和导热系数都远比干空气大得多。因此蒸压釜抽真空后由饱和蒸汽替代一般空气可大大提高热交换率,从而加快坯体温升的速度。抽真空后整个坯体形成一个负压腔,蒸汽可以渗透到坯体的芯部完成完 整的水热反应,有利于提高制品的强度和综合性能。生产实验证明,如不抽真空,釜内坯体经3h的升温才能达到120℃左右,6.5h才能达到均匀恒温,而经过30~40min抽真空,釜内真空度达-0.06MPa时,升温1.5h便可达到175℃以上。所以抽真空是一个必不可少的工序。
2.3 升温速度
在蒸压加气混凝土水热反应中加快升温速度有利于得到更多的托贝莫来石,而且这一阶段水化产物的生成速度特别快,有利于提高制品的强度。如果升温时间长了会产生新的生成物胶体结构,阻碍已溶解的组分扩散。
3正确制定蒸压养护制度
综上所述,蒸压养护工序是制品实现水热合成的具体方 法和手段,它不仅关系到制品的性能而且也关系到工厂的生产效率和热能消耗。要达到对制品进行充分和合理的蒸压养护,使制品在较短的时间内获得需要的强度,必须具备以下几个主要条件:
(1)提供良好的热交换载体(一般需要1.0~1.3MPa饱和蒸气)和安全可靠的蒸压釜;
(2)创造良好的热交换环境;
(3)适当的加热升温速度;
(4)有足够的恒温恒压时间;
(5)合理的降温;
(6)制品坯体应当具备必要的强度和尽可能内外一致的较高温度。
我国通常选用压力为1.0~1.5MPa的蒸压釜作为载体,根据不同制品尺寸、温度、含水率、配合比、密度、热交换等因素来决定最适宜的蒸压养护制度和蒸压周期。事实上各种水化产物的形成均有一定的条件,在配合比一定的情况下影响制品质量的主要因素是蒸养制度,因为它不仅能优化生产改善产品质量,最大限度地缩短制品在蒸压釜中时间。事实上最适宜的蒸养制度是通过在不同的蒸养制度下经过多次蒸压,才能得出适合生产用的蒸压养护制度。制定具体的抽真空度、 升压、恒压、降压(4道工序)速度、压力和时间等详细的技术参数和规范。
根据蒸压加气混凝土制品的特点在生产中规定出相应的工艺措施


